Valve seat - a small ring with a bevel on the inner surface.
It is installed in the holes of the cylinder head intended for installing valves and distilling the air-fuel mixture and exhaust gases through them. The part is pressed into the cylinder head at the factory.
Performs the following functions:
- hole tightness;
- transfers excess heat to the cylinder head;
- provides the necessary air flow when the mechanism is open.
Replacing the valve seat is required when it is not possible to restore its tightness using mechanical processing (numerous treatments in the past, burnout, severe wear). You can do this yourself.
Part repairs are performed when:
- plate burnout;
- after replacing the guide bushings;
- with a moderate degree of natural wear;
- if the tightness of the connection between the ring and the plate is broken.
Correcting worn and damaged saddles at home is done using cutters. In addition, you may need a welding machine or a powerful gas torch, a standard set of wrenches necessary for dismantling and disassembling the cylinder head, lapping paste, and a drill.
HOW TO CHANGE THE VALVE SEAT:
Valves, together with their seats, are subject to high thermal loads, as a result of which defects appear on them, such as cracks, burns, cavities due to overheating, or foreign objects enter the engine and damage the seat.
If the head has overheated, the valve seat and guide may become misaligned, resulting in a leak. The wear of the seat also occurs unevenly, along the axis of the cam, which is why the seat becomes oval. All these defects must be corrected using cutters, cutters or countersinks, and then the valves must be ground in; Using specialized equipment, you can adjust the seat in one go without subsequent grinding.
If the old seat cannot be corrected, then it must be replaced with a new one, and then processed and chamfered for the new valve. The replacement process can be divided into several parts: removing the valve seat, preparing a blank for the new seat, installing a new part and finishing with a chamfer fitting for the new valve. Let's look at everything in order.
Saddle repair
Repair of valve seats is carried out when they are naturally worn out and the disc does not fit tightly to its seat.
In order to restore the geometry of the rings, valve seat cutters are used - a set of milling heads that allow making the necessary angles.
Roller cutters can be used in combination with special equipment. However, it is expensive. Therefore, at home, a ratchet wrench with an extension is used. Properly treated areas have angles of 30˚, 60˚ and 45˚. The processing of valve seats to create each of them is carried out with the appropriate cutter.
Grinding valve seats does not require heating or other processing. Grooving is done “dry”. In the future, at the time of lapping, it is necessary to use a special lapping paste. To achieve the best result, it is recommended that lapping on new seats be done by hand rather than using a drill.
Another type of repair is the grooving of seats for repair inserts. To do this, according to the algorithm described above, the saddles are removed, after which the places for them are ground with a special cutting tool. The size of the repair area should be 0.01-0.02 cm smaller than the insert. Installation is carried out after heating the cylinder head and cooling the mounted elements.
You can attempt to bore correctly yourself at your own peril and risk. However, taking into account the complexity of the procedure and the required high precision of work, it is better to carry out such manipulations in a qualified auto repair shop or auto repair plant.
Removing the seat
First, let's look at what not to do, although some automotive garage gurus recommend doing just that.
-valve welding + knocking out
First, the old unnecessary valve is adjusted to the dimensions of the seat, inserted onto the seat and the valve is welded to the seat. While it is still warm, knock out the valve and it comes out along with the seat. Due to the different expansion of metals - steel and aluminum - the tension decreases; when it cools down, it will not be so easy to come out.
Why shouldn't you do this? During welding, the entire head heats up and it will certainly move, it will become crooked and in addition to this, hidden cracks will open where there were internal stresses in the metal (and they exist in any case). Then you will wonder why my head suddenly turned out to be pierced.
The best way is to bore the valve seat on a machine until it becomes the size of foil and jumps out of the seat hole. But... this cannot be implemented in a garage due to the high cost of the equipment, and not every village will have such a machine. Therefore, let’s consider another method, easy and safe, and can be implemented in any garage.
Design and probable malfunctions of the valve mechanism
This element operates in the aggressive environment of internal combustion engines and is always subject to significant dynamic loads, significant speed conditions and heating. To reduce premature wear of the running elements of this part, materials alloyed with nickel and chromium are most often used in its manufacture. The composition includes two main elements:
- head;
- core part.
These automotive components can have heads of various shapes:
- in the form of a tulip;
- flat;
- convex.
At the tip of the rod there are conical, shaped or cylindrical grooves that help fix the springs. The most likely sign of valve failure is a decrease in engine power and instability in operation. This is due to sticking and formation of gap areas. Another reason is the appearance of soot, which accumulates near the valve and does not allow it to close. Excessive emissions of exhaust fumes can also be considered a visible sign. If extraneous noise appears in the internal combustion engine, the rod parts and guides are worn out. Therefore, let’s look at how to replace valve seats with your own hands.
Choosing garage technicians: a simple and safe way
Using a milling cutter, grind the saddle all the way through one edge. The seat will weaken, lose tension and jump out of the seating hole on its own, without even having to sharpen it through, reaching the seating plane, when a little less than 0.5 mm of tension remains, the tension is no longer enough to hold on. By opening the ring, the saddle will no longer be able to resist.
A drill cutter is sold in any hardware store and costs no more than a drill, which is why this method is so affordable.
Now that the saddle is out, we need to think about what we are going to put in there.
Valve seat blank
For all popular engines, valve seat blanks are offered, both standard sizes and repair ones, with an increased outer diameter. For rare engines, blanks must be ordered or made to order.
Such blanks are quite cheap; if you don’t find one for a certain motor, you can choose the size from the available items. But don’t forget that companies that produce engine parts (Kolbenschmidt), in particular valves, also produce seats of the same sizes, so ask in stores in your city. After installation, the seat will need to be processed - chamfered for the valve.
What to use?
Such work involves the use of rough tools that are characterized by almost jeweler precision - countersinks and cutters. Such tools with narrow specifications are used exclusively for engine repairs.
A selection of cutters for valve seats is used for recessing the required diameter sizes. Such actions make it possible to give the plate maximum closing density.
Countersinks are used in the same way when repairing valve seats. But there is one difference - the countersink is used not only on mechanical, but also on power tools.
Installing a new saddle
The valve seat must be installed correctly with nitrogen; all other methods are not as reliable. In normal condition at room temperature, the diameter of the seat is greater than the diameter of the hole in the head, so after installation some interference is obtained. To fit the saddle, it must be reduced in size, this is what nitrogen is needed for.
Liquid nitrogen retains a very low temperature. While cooling in nitrogen, the valve contracts in diameter, and when cooled it can freely fit into the mounting hole of the head. At the same time, to enlarge the mounting hole in the head, the head can be heated, then the hole will expand and the gap will increase. If you heat the head, then you don’t need to cool the saddle so much, it will be enough to just put it in the freezer and the temperature difference will be enough.
It is impossible to install the saddle without preliminary heat treatment; the required tension will not be achieved and the saddle will fall out during operation.
When installing, you need to hammer the saddle so that it falls into place, you don’t need to hit it hard, light blows are enough.
Causes of parts failure and their consequences
A characteristic feature of the guide elements is that they do not fail at once, but wear out gradually. The lifespan of parts on budget cars ranges from 180 to 300 thousand km, and on more expensive foreign cars it can reach 1 million km. The wear process is influenced by several factors that can accelerate it:
- the quality of the motor oil used and the timeliness of its replacement;
- temperature conditions of the power unit, the more often the engine overheats, the faster the rubbing surfaces wear out;
- the quality of the fuel and combustible mixture, whose vapors penetrate into any leaks and contribute to the process of slow destruction of parts.
Carbon deposits on the rod destroy the bushing quite quickly
A worn part is characterized by a “broken” internal hole, as a result of which the valve stem begins to move too freely in it, and then play appears. The rod warps during operation, and the plate does not fit well with the seat, the tightness of the interface is gradually lost. Gases escape from the combustion chamber into the mechanism, and oil enters from above, resulting in the formation of carbon deposits. It also accelerates wear, quickly rendering the part completely unusable.
Machining a new seat
The newly installed seat must be chamfered. It is best to do this on a specialized machine, so it can be processed most accurately. This is achieved thanks to rigid centering of the cutter, which cannot be achieved using hand cutters.
But if there is no such equipment in your area, roller cutters are all you can count on. If there is a metalworking shop nearby, you can try processing the valves on a milling machine, the result will be fine.
On the seat you need to cut three edges - the outer, the inner and on top of them the central, narrowest one, along which the seat will come into contact with the valve.
Didn't find the information you are looking for? on our forum.
Execution technology
The work is complex, but if you have the necessary skills, it can be done in a garage.
There are several ways to remove the saddle. A quick, but not very correct method is to weld the valve onto the seat and then knock it out. The valve is ground to the size of the seat, inserted into it and scalded. Until the metal had time to cool. The saddle must be knocked out with a hammer. The entire structure should come out without any problems. But remember that welding heats up the metal, which can cause deformation of the head. By knocking it out, you can damage the seat under the saddle, which will entail additional work on processing the cylinder head. It is best to use a lathe. This way you can grind the saddle to such a size that it becomes like foil and can be easily taken out. If you don’t have a machine, you can use a drill and a cutter attachment. Stitching is carried out on one side until the tension weakens. The saddle can now be reached by hand.
The ideal option for installing a new seat is nitrogen, in which the seats should be pre-cooled. The fact is that their dimensions are slightly larger than the holes, and due to cooling the outer diameter decreases. Naturally, nitrogen in the garage is very rare. Then remember the properties of metal to expand and contract. The saddle is simply placed in the freezer for a couple of hours, and the hole is heated with a burner. If during installation it will be necessary to apply force, it is recommended to take a block suitable for the diameter of the seat and use it to press it.
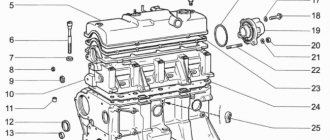
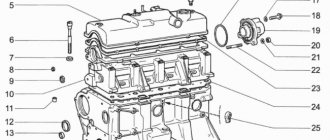
Piston group
Valve seat
The valve seat is designed to improve the durability of the valve's contact area with the cylinder head. To make the seat, special alloy cast irons or heat-resistant alloys are used. A layer of refractory material is sometimes applied to the working surface of the exhaust valve seat. A cap or cuff made of oil-gasoline-resistant rubber prevents oil from entering the combustion chamber. To obtain a good seal, the seat collar, about 2 mm wide, is made with a variable angle. The outer surface of the seat may have a cylindrical or conical shape. The saddles are fastened by pressing with tension and caulking of the head, and steel saddles are additionally flared in the upper part. On the outer surface of the cylindrical and conical seats, annular grooves are machined into which the metal of the head flows when pressed. The conical seat is pressed into the seat with a small end gap, and the cylindrical seat is pressed until it stops. The heat flow from the working fluid in the combustion chamber is perceived by the valve head (especially the exhaust) and is transmitted through the chamfer to the seat, and through the valve stem to the guide sleeve, which necessitates intensive cooling of these parts. For this purpose, design solutions can be used: supply of coolant to the most heated zones; increasing the diameter of the valve stem and the length of its guide sleeve; transfer of heat from the head to the rod due to the agitation of liquid sodium in the valve rod as it moves (the cavity in the valve is filled 50...60% with sodium salts, the melting point of which is 97 ° C). To prevent the valve from jamming in the bushing at high temperatures and possible misalignment (in the valve drive directly by the shaft cam), the lower inner surface of the bushing is made conical or the diameter of the valve stem at the head is reduced. Typical defects of the valve assembly: deformation and breakage of the valves as a result of impacts of the piston on an unclosed valve due to a broken belt or camshaft drive chain, jamming of the shaft bearing due to insufficient lubrication or excessive rotation speed; deformation of the end surface of the valves (concave shape) when the engine overheats; uneven wear of the valve head and seat due to the formation of carbon deposits on the surface of the valve and seat chamfer; cracks and deep cavities on the valve seat and chamfer due to insufficient cooling, poor contact with the seat (carbon deposits, large valve clearance), impact at the time of landing, foreign objects entering the intake system, engine operation with late ignition and a lean mixture; valve burnout due to overheating when carbon deposits form on the working facets of the seat and valve (heat removal from the valve head sharply decreases), as well as when there is a small gap in the actuator (“stuck” of the valve); wear of the valve stem and bushing due to uneven expansion of the stem with uneven temperature distribution of the valve; accumulation of carbon deposits on the guide bushings due to low quality oil (presence of contaminants, low viscosity and poor lubricating properties). Return to list
Technical requirements
You can quickly and easily remove the valve seat insert using a soldering iron for soldering microwires in an inert gas environment - MIG (microware inert gas) welder. With the valve removed, apply a bead of solder along the edge of the insert seat adjacent to the wall of the seat. When the seam cools, it will shrink and the insert can be easily removed from the cylinder head.
In the case of cracked and severely burned inline seats, the cylinder head can often be repaired by replacing them with push-in seats. All cracks in the head must be repaired before the integral seat is bored. First, you must select a repair insert seat that has the required internal and external diameters, as well as the required thickness. Manufacturers of seat repair kits provide tables to help you select the appropriate seat repair insert. When replacing an insert seat, the new seat must be of the same or higher grade of material than the old one. The operating temperatures of inserted exhaust valve seats are 100°-150°F (56°-183°C) higher than the operating temperatures of integral seats, which reach up to 900°F (480°C). In order for the service life of repair seats and valves to be no less than that of the parts being replaced, some must be made of higher quality materials.
Manufactured valve seat repair inserts are made from a variety of materials, including:
- cast iron
- of stainless steel
- nickel-cobalt alloy
- powder metal
The cutting tool for making the seat is selected according to the outer diameter of the repair insert. The diameter of the bore of the seat must be less than the outer diameter of the insert seat. The tool holder is mounted on a guide rod selected to fit the hole in the valve guide. The tool holder feed drive is screwed in so that there are enough threads left to properly feed the cutter into the head being machined. The assembled assembly is installed in the valve guide so that the cutting tool rests on the seat being bored.
A seat repair insert is inserted between the support jig and the retaining ring. The locking ring is adjusted along the seat repair insert so that the cutter feed stops when the bore of the seat reaches a depth equal to the thickness of the new insert. The boring tool is rotated manually or using a gear motor. Boring continues until the retaining ring reaches the support jig. After this, the support jig and tool holder are removed. An appropriately sized mandrel and guide rod are secured to the impact head. It is best to cool the repair insert in solid carbon dioxide before installation so that it decreases in diameter.
With a strong blow of a heavy hammer, the repair insert is driven into the seat. First, the repair insert is pressed into the socket with strong blows of a hammer, and then with light blows it sinks until it fits into it all the way. Do not hit the impact head after the saddle is fully seated in the seat. The installed repair seat is caulked along the outer edge along the perimeter of the seat - in this case, the metal along the edge of the insert is slightly riveted, strengthening its adhesion to the seat. The seat in the repair insert is processed using the already described machining technology used to restore valve seats.
Repair inserts must remain in carbon dioxide until installed. This will significantly reduce the likelihood of metal being cut off from the walls of the mounting socket when installing a repair insert. Cut pieces of metal may get under the repair insert, preventing it from seating correctly. The cooled insert seat is placed on the seat.
When do you need to change guides?
The main symptom indicating that the valve bushings have become unusable is increased engine oil consumption. When the rod has lateral free play (play), the valve stem seals are no longer able to prevent the penetration of lubricant into the cylinders from the upper engine compartment, where the camshaft is located. It flows into the increased gap between the valve stem and the inner diameter of the bushing and freely enters the combustion chamber.
Blue smoke coming out of the exhaust is a sign of oil combustion.
Signs of oil consumption due to problems with the guides are:
- bluish smoke from the exhaust pipe from escaping combustion products of lubricant that constantly enters the cylinders;
- the car practically does not lose in dynamics, but smokes a fair amount;
- light “fluffy” carbon deposits on the spark plug electrodes;
- liquid oil is observed on the skirts and threaded parts of the spark plugs.
This is oil deposits on the spark plug.
Since oil can also penetrate into the chambers due to the fault of the cylinder-piston group, it is necessary to carry out diagnostics to accurately determine the malfunction. As an example, it is proposed to take the popular VAZ 2106 car:
- Measure the compression in the cylinders. The goal is to ensure that the piston rings are in good technical condition.
- Remove the valve cover, loosen the chain and unscrew the camshaft gear, first aligning the marks.
- Dismantle the camshaft along with the bed and remove the rocker arms. Unlock the valve springs of the cylinder whose spark plug is more heavily covered with carbon deposits.
- Carefully remove the oil seal and try to rock the rod sideways with your hand, while moving it up and down.