The cylinder head is a technically loaded part of a car engine; valves, camshafts, ignition elements and other parts are located here. But at the same time, she experiences constant stress during work. Therefore, any, even the most insignificant, hole or crack should be detected and corrected at the first opportunity.
Any engine repair is a costly and complex matter, but with the information we have collected, you can even repair the cylinder head yourself.
Symptoms and causes
The following describes the signs by which you can indirectly determine a crack in the block or head. Although, the described symptoms may also indicate other malfunctions.
- The engine overheats and antifreeze completely leaks out of the system. If there is no question about the tightness of the cooling system itself, in this case it is necessary to check how well the cylinder head bolts are tightened. Important: be careful, they may burst when pulling the bolts.
- Incorrect operation of the temperature control device (thermocouple), due to overheating, deformation of the cylinder head occurs.
- A malfunction of the expansion tank plug, in which the valve does not hold pressure, air pockets form.
- In warm weather, the engine temperature fluctuates. The temperature sensor needle makes sharp jumps in the direction of increasing or decreasing temperatures.
- Engine vibration or “triple”, this is especially noticeable when going uphill. As practice shows, this is one of the common symptoms of the formation of microcracks.
Important: to confirm the presence of microcracks on the cylinder block or to verify that there is a crack in the cylinder head, unscrew the spark plug.
- If the candle is wet, try the liquid on your tongue. The sweet taste means that it is antifreeze entering the oil through a microcrack. Add coolant and turn on the engine without closing the hood and expansion tank cap. If the liquid immediately begins to boil, this is a sure sign of a crack in the cylinder head.
- There is a high probability of cracks appearing near the intake valve guide or bushing. In this case, the head will have to be replaced.
- Gases escape. To determine the leak, you can put a rubber medical glove on the expansion tank or radiator neck and secure it with a rubber band. If the glove inflates, there is a problem.
It is better to use imported and silicate-free antifreeze G-11 for aluminum blocks. For cast iron cylinder blocks it is better to use standard red antifreeze. It is designed for temperatures -80 +135.
Note: cracks may appear on the upper surface of the cylinder block due to poor washing and purging of the block before assembly. As a result, dirt and liquid remain in the threaded holes for the bolts.
Repair methods
Shallow microcracks on the planes of contact between the cylinder head and the cylinder head, as well as almost all defects on the outside can be repaired. External splits can be repaired using cold or electric welding. “Cold” welding means applying a special polymer composition to the defect. Before repairing, it is necessary to thoroughly clean the area around the defect, and it is also advisable to drill the ends of the crack to remove residual stress and prevent further splitting of the part.
Removing cracks in the block and cylinder head using electric welding requires preheating the part. Aluminum parts are heated to at least 250ºС, and cylinder blocks made of heavy metals, which include cast iron, to 350-400ºС. This minimizes the risk of local deformation of the part in the welding area. Before heating and melting the defect, the crack in the cylinder head/cylinder block is cleaned with abrasive, and its ends are drilled to relieve residual stress. Using this method, you can remove not only microcracks, but also restore missing parts of the part and weld broken brackets.
Seal
Determination methods
To finally verify the formation of microcracks, there are several ways to determine defects.
- Magnets are installed on the device body or cylinder head. Metal shavings are poured on top. It begins to move towards the places where the magnets are installed, getting into the cracks.
- Apply special liquid paint to the cylinder head surface thoroughly washed with acetone or kerosene and wait 10 minutes. After this, use a clean rag to wipe off the remaining paint. Defects after this method are detected immediately.
- Liquid can be used to check integrity. To do this, you need to seal all the holes and pour water into the channel. Using a pump, we pump air into the channel at a pressure of 0.7 MPa. Leave the block in this state for several hours. The leaking water will indicate that there are defects in the block head.
In the same way, integrity is checked by immersing the block in a container of water. In this case, the bubbles will show the location of the cracks.
Locations of defects that are not worth attempting to eliminate.
- on valve seats;
- on the cylinder mirrors;
- on the plane of contact between the block and the head.
Pressure diagnostics
This technique is performed in several ways: immersion in water or without it. Read below on how to perform these operations.
- Initially, close all channels of the spare part that may be adversely affected by water.
- After this, place the part in a container filled with water over 40 degrees Celsius.
- Then use compressed air (there is a crack in the places where bubbles appear).
The procedure without “immersion” is performed as follows:
- As in the previous case, make sure that all GBU channels are closed.
- Pour the soap solution onto the lid.
- Supply air masses into the circuit of the “sick” part. If there is a defect, soap masses form at this place.
Four reliable ways to repair a cracked cylinder head
Electric or gas welding.
- To begin with, holes are drilled along the edges of the crack, then the crack itself is slightly deepened and widened. This is done to improve the adhesion of the weld to the metal of the block head.
- You also first need to warm up the block head itself to a temperature (600 - 700C).
- Next, using a copper-cast iron filler material and flux, a neat seam is applied to the defect site. Note that the welding seam should rise above the surface of the head by about 1 - 1.5 millimeters.
- After completing the welding work, the block head should cool slowly in the oven. In some cases, welding is carried out without preheating, but then it is better to use direct current electric welding.
Another option is to install a patch in place of the crack. To carry out such repairs, it is better to use electric welding with copper electrodes wrapped in tin. After performing such work, the welding seam must be cleaned and coated with epoxy paste.
Using epoxy resin.
- The crack and the surface in the immediate vicinity of it are thoroughly cleaned, preferably to a shine.
- Next, again, holes are drilled along the edges of the crack (diameter 3 - 5 mm). They are threaded and aluminum or copper plugs are screwed in (flush).
- After this, the crack itself must be processed to a depth of ¾ of the wall thickness and at an angle of 70 - 90 degrees.
- Notches must be applied to the surface of the crack; this is done to give it a certain roughness.
- After this, all that remains is to thoroughly degrease the entire surface and apply a layer of epoxy paste. The paste (resin) itself must be applied with a spatula in about three layers.
The thickness of each applied layer is 2 mm. Hardening of the applied layers occurs within 24 hours. If the surface of the head is subjected to intense drying or heating, the resin will harden within three to four hours. Finally, the applied layer of epoxy resin must be sanded with a grinder or a regular file.
Epoxy resin (paste) and fiberglass.
- The preparatory work for this method is similar to the previous paragraph.
- And the principle of applying the paste is also similar, but in this case, after applying each layer of resin, a patch of fiberglass is installed, which must be rolled with a roller.
- It is worth considering that from the edge of the patch to the extreme point of the crack there must be at least 20
millimeters. In total, you can apply from two to eight such layers. The final layer must be covered with resin and cleaned with a grinder or a standard flat file.
Use of pins.
- Holes with a diameter of 4–5 millimeters are drilled at the edges of the crack.
- Next, more holes are drilled throughout the entire crack, the step between them should be within 7 - 8 millimeters.
- All holes are threaded.
- Next, copper rods are screwed into the prepared holes, the tops of which are necessarily trimmed, but not completely, but so that the tips remain on top at a height of 1.5 - 2 mm.
- The next step is to drill new holes along the crack so that they necessarily overlap the existing holes.
As a result, you should have a continuous strip of rods. The last step is to hammer the copper tops of the rods, this way you create a continuous copper seam. For greater reliability, the finished seam is coated with epoxy resin.
After completing all the work, the head must be pressure tested. Please note that all work must be performed by professionals or people who know how to handle materials and tools, and also understand the complexity and seriousness of such repair work.
How to find and remove a crack in the cylinder head and cylinder block
The consequences of a crack in the cylinder block and methods for detecting it depend on its location. Among the main symptoms are the appearance of an emulsion in the coolant reservoir or sump, increased pressure in the cooling system and, as a result, engine overheating. We will talk about the causes and consequences of cracks in the cylinder head/cylinder head walls, which method is better for detecting microcracks and whether this can be done without disassembling the engine. We will separately consider repairing cracks in the cylinder block, in which antifreeze leaks along the outer part of the cylinder block.
DIY repair
- Drill out the cracks with a drill so that they do not go further and begin to grow during work. Sand.
- We heat the block to 600-650 degrees. For embedding, we use a filler rod made of a cast-iron-copper alloy, 5 mm in diameter, and flux. Protect the seam from oxidation using borax.
- There should be an even layer on the surface of the engine block with a protrusion of no more than 2 mm. After this, cool the block in a heating cabinet.
Arc welding
In this case, heating the block is not required. Electronic wire is used as a filler material. Argon is used as a welding medium. Do not allow overheating above 60 degrees.
Heat the head to a temperature of 200 degrees. We use an acetylene torch for this. Sealing is carried out using direct current. The diameter of the electrode is selected depending on the width and thickness of the wall.
Application of epoxy paste
Cut the crack by grinding and drill the ends of the cracks with a drill with a diameter of no more than 85 mm. Place copper plugs into the holes. We make a notch along the outlines of the cracks to create an artificial roughness.
We degrease the surface using acetone and heat it with an infrared lamp to a temperature of 80 degrees. Apply epoxy paste to the fracture in the following sequence:
- 1 layer 1 mm,
- the second 2-3 mm,
- third 3-4 mm.
Conclusions: repair or purchase
Welding is considered the most effective method. To do this, you will need a special material whose composition is similar to that used in the manufacture of the assembly. Repairs are made using argon welding or a gas torch. After the procedure is completed, the seam is cleaned, milled, and polished. Next, a control check is carried out.
This method is quite effective. However, special welding is required by an experienced craftsman. Therefore, repairs will not be cheap. But a new cylinder head, especially for foreign cars, costs a lot. As an option, you can purchase a contract part: it is removed from a used car that, for one reason or another, is not suitable for further use. In this case, you can be sure that you are installing an original part and not a counterfeit one.
DIY elimination
A crack in the engine block head is a serious problem that can be eliminated, at best, by expensive repairs, and at worst, by overhauling or replacing the engine. Mostly, cracks in the head appear as a result of overheating, freezing of the coolant, or after third-party mechanical impact.
The first signs of a crack in the head:
- — decreasing the liquid level in the expansion tank;
- — oil traces on the surface of the coolant in the tank;
- — bubbles in the expansion tank;
- — air jams;
- — problems with the coolant temperature (critical heating or vice versa).
Liner defects in the cylinder block
Liners in the cylinder block operate under fairly harsh conditions: high temperatures, pressure drops, detonation. It is not surprising that the risk of damage to these elements is very high. However, it is important to diagnose and eliminate defects that appear in a timely manner so that they do not develop into serious problems with the engine.
The main problems that may arise with cylinder block liners (hereinafter referred to as BC):
External surface wear
basically means the appearance of corrosion on the walls of the liner. The seriousness of this problem is that it leads to microcracks in the liner, through which coolant enters the engine crankcase. A solution to the problem may be the application of polymer composites to damaged areas. The only caveat: it is possible that the sleeve will soon have to be changed anyway.
Another common malfunction is the appearance of cracks in the BC liners.
. Typically, cracks are caused by improper operation of the engine, the use of unsuitable fuel, oil and coolant, or poor-quality engine repairs. Signs that there may be a crack in the sleeve:
A liner with a crack cannot be repaired, so the only solution to this problem is to replace the damaged liner.
The following factors may cause:
To get rid of the problem, you need to either weld strips of steel to the sleeve, or replace the sleeve - it all depends on how badly the collar is damaged. It is important to eliminate the defect as soon as possible, because in the future, this can lead to the “killing” of the piston itself, the crankshaft connecting rod, etc.
If you often drive on dusty roads or through an industrial area, then there is a high probability that dust particles will get into the engine cylinders and cause scratches and scuffs on the liner mirror
. When such damage increases, the piston rings do not fit tightly enough to the mirror wall of the liner, and this in turn causes a drop in pressure in the cylinder.
To improve the situation, you can resort to the chrome plating method, but if the case is particularly severe, the sleeve will have to be replaced. In order to prevent solid particles from entering the internal combustion engine cylinders, it is worth using appropriate oils and filters, as well as carrying out maintenance strictly according to the regulations, especially checking the tightness of the air duct connections.
Finding a Crack
Diagnosing such a malfunction is very simple, all the signs are “on the surface,” but finding the crack itself is extremely difficult, and sometimes even impossible. Sometimes even experienced mechanics can tinker with an engine for many hours before finding where a crack appears.
Next, we will try to list the places where cracks most often appear in the cylinder head.
- In the gaps between the valves. Such a crack is visible to the naked eye; it clearly passes between the seats of adjacent valves.
- Between the spark plug and the valve. A similar situation - the crack is clearly visible and there is no need to look for it.
- From the valve location to the prechamber (on diesel engines). This crack is also visible.
- Crack under the prechamber. It is very difficult, and sometimes even impossible, to notice such a defect.
- Directly below the valve guides. An unpleasant defect is rare and invisible. Firstly, such a crack is covered by the valve guide, and secondly, it is always dark in the channel and it is very difficult to illuminate there.
We are done with the diagnostics, and then we propose to understand the methods for eliminating such a serious defect as a crack in the cylinder head.
https://autoremka.ru/vaz/samostoyatelnaya-diagnostika-i-ustranenie-treshhin-v-gbts-dvigatelya.html
Crack in the cylinder head - signs, methods of finding and repairing cracks in the cylinder head
The appearance of cracks and deformation of the metal occurs, as a rule, as a result of exposure to high and low temperatures, which alternate. Cracks in the cylinder head of modern engines are a fairly common phenomenon due to the fact that most “heads” today are made of various alloys, and not cast iron.
The appearance of cracks in the cylinder head (cylinder head) is accompanied by a number of unpleasant symptoms that in one way or another affect the performance of the power unit. Next, we will talk about how to understand that there is a crack in the cylinder head, in which places it most often occurs, and also how to solve this problem.
How to check the cylinder head
The defects that most quickly appear on the cylinder head are the smallest cracks. Their appearance does not have the best effect on the operation of the cylinder block, and therefore the engine as a whole. What signs indicate the appearance of damage to the head, how to check the cylinder head - we will find out in this article.
Signs of the appearance of microcracks on the BC head are as follows:
- Vibration or so-called engine tripping when the car goes uphill. This phenomenon may be a consequence of the appearance of microcracks. If coolant gets into the cylinder block, it will definitely be on the spark plugs.
- Just unscrew one of the spark plugs; if its electrode is wet, taste the liquid. If it is antifreeze or antifreeze, then the taste will be slightly sweet, and this will indicate that antifreeze enters the cylinder block through microcracks in its head.
- Foaming of the engine oil should also lead to suspicions of microcracks, so check the cylinder head head. Engine oil foams due to antifreeze (antifreeze) getting into it. At the same time, the coolant level in the tank is constantly decreasing and requires replenishment to a normal level, and an oil film forms on the surface of the antifreeze in the tank.
- The engine also reacts to this, in warm weather - either by dropping the temperature or by increasing it.
- Antifreeze is boiling. To determine if the cylinder head is faulty, you need to open the expansion tank, add the required amount of antifreeze and start the engine. If the coolant boils almost immediately, then the cylinder head is not working properly.
- Engine oil drains too quickly. If a crack in the BC head has formed near the intake valve, then when the engine is running, oil will constantly be drawn into the cylinder.
- If antifreeze, rather than oil, is drawn through the intake valve, the cylinder pistons will become perfectly clean - you can check this by unscrewing the spark plugs.
This is the fastest and easiest option for checking the cylinder head. Magnets are installed along the entire plane of the head, and the head itself is sprinkled with metal shavings. The chips begin to move towards the magnets, getting stuck in cracks and small depressions and thus making them obvious to the eye.
Checking with a special liquid
- Wash the head surface with any solvent.
- Apply a special liquid to the washed surface and let it stand for several minutes.
- As soon as you remove the remaining liquid with a dry cloth, any defects on the head will appear.
Pressure test
You can pressure check the cylinder head by immersing it under water or without immersing it.
Submerging underwater:
- Before immersion in water, all head channels must be closed. Then put the cylinder head in a container and fill it with hot water.
- Apply compressed air to the head circuit. If there are tiny cracks somewhere, then bubbles will appear in this place.
Without immersing in water:
- Just as in the first case, close the channels of the head contour.
- Prepare a soap solution and then pour it onto the head cover.
- Apply compressed air to the circuit. Microcracks in the cylinder head can be detected by soap bubbles.
Testing with water
- Close all head openings tightly.
- Pour a large amount of water into the channel.
- Raise the pressure in the channel to 0.7 MPa by pumping air into it.
- Leave the cylinder head for several hours. If, after this time, the water leaves the head completely, then there are cracks in the part.
https://mob.autoinfa.com/post.php?id=509
Finding the fault location
Primary diagnostics are carried out without disassembling the engine. If a decision has been made for a major overhaul, then there is no particular need for this, since the malfunction can be easily detected by visually distinguishable signs.
Magnetic particle testing
Ferromagnetic powder applied to the surface of a part in a suspicious location will show the inhomogeneity of the metal when placed in a magnetic field.
The field is created by permanent magnets when they are brought into the controlled area. Particles of powder or small chips begin to concentrate near the crack, visualizing the defect.
Water test
If you pour water into the cooling system and apply some excess pressure, it will begin to seep through the cracks. On a dry surface this is clearly visible. Instead of water, you can use used antifreeze, which has higher fluidity.
Pressure diagnostics
The most commonly used method is to crimp parts. This means pumping high pressure air into a system where all natural channels are blocked. The gas can be tinted for better visualization using a car service smoke generator.
Diagnostics and methods of repairing damage
Such an unpleasant concept as “crack” probably has a negative meaning in any case, be it figurative or direct, cracks are always bad. The appearance of cracks in the cylinder head (cylinder head) does not bode well for the owner, at best an expensive repair, at worst a major overhaul or complete replacement of the engine.
Causes of cracks in the cylinder head
Most often, cracks in the cylinder head appear as a result of mechanical damage, overheating or due to freezing of the coolant in the cooling system.
Signs of cracks in the cylinder head:
- Gradual decrease in the level of coolant (coolant) in the system;
- Bubbles in the expansion tank of the cooling system;
- Oil in antifreeze or vice versa;
- The appearance of an air lock;
- Constant problems with coolant temperature (sometimes too high, sometimes vice versa).
How to find a crack in the cylinder head?
Despite the above signs, finding the crack itself can be quite difficult, and sometimes even impossible. Even an experienced “motor mechanic” can spend a very long time looking for the place where a crack has formed. The thing is that cracks appear in different places on different engines.
We list the main places where cracks appear in the cylinder head.
- Between the valves. As a rule, a crack is immediately visible; it passes under the seats of two adjacent valves.
- Between valve and spark plug. The situation is similar, and the crack itself is immediately visible, you don’t have to look for it.
- On diesel engines, a crack can easily form at the location of the valve and go towards the prechamber. Again, finding this crack won't take much time or effort. However, if a crack in the cylinder head forms under the prechamber, it is unlikely to be visible.
- Under the valve guide. This place is also one of the unpleasant ones from the point of view of detection. First, the channel is quite dark, second, the crack is covered with a guide bushing. In such a situation, a special approach and diagnosis are required.
Causes
Identifying a microcrack in a cylinder head is not easy. Before diagnosing problems, we recommend understanding the reasons why the cylinder head may crack.
Exceeding the permissible temperature difference
Often, cracks and defects in the cylinder head appear as a result of disruption of the combustion process of the air-fuel mixture in the chamber. This may occur due to incorrect operation of the fuel component or incorrectly installed ignition. Such problems will lead to an increase in engine temperature by 200 degrees or more compared to standard. As a result, microcracks will appear on the thinnest walls of the block head. We are talking about holes for nozzles, nozzle cups, etc.
“Man-made” mechanical impact
In a cylinder head 406 or another cylinder head, the problem may be due to mechanical stress. For example, the mounting hole for the valve seat will rupture in a place next to the injector seat. This occurs as a result of overtightening the nozzle itself. In this place, the thickness of the metal of the head is no more than 2 mm. It is possible to identify such microcracks, but repairing them is usually impractical.
Problems of this kind can be avoided by taking into account the following nuances:
- Before installation, new washers should be heated on a stove or over gas. The parts are heated until they turn blue, after which they are lowered into cold water and cooled. These actions ensure the softness of the washers.
- Copper washers and other types of seals previously used should not be placed under the nozzles.
- Before installing new washers, their condition should be checked using a magnet. There is a possibility of purchasing copper-plated parts.
- After taking these points into account, the injector can be tightened, but it is important to comply with the regulations established by the automobile manufacturer. If these steps do not help to achieve tightness, it is recommended to contact a specialist.
The appearance of microcracks in the cylinder head of a VAZ car or other car is often caused by the installation of guide bushings in thin-walled heads. When installing, you must carefully check the dimensions of the outer diameter of the bushing, as well as the dimensions of the hole for its fixation. The installation technology must not be violated - bushings cooled in liquid nitrogen are pressed into the heated block head. If this rule is not followed, it will lead to radial defects from the outer diameter of the guide bushing.
Factory defects
The need to determine damage to the block head arises due to defects during production. The cylinder head itself has a complex configuration, and its walls are characterized by different thicknesses. During manufacturing, errors may be made that will lead to failure of metal in certain places and disruption of its structure. As a result, this leads to the appearance of small voids and an increased rate of rust formation in them. During subsequent operation, the surface of the water jacket and the combustion chamber will be connected, or cracks will occur due to serious weakening in thin areas.
If the metal structure is damaged, the intermolecular bonds of the cylinder head will be greatly weakened. This will cause the material to become more brittle, leading to defects. In practice, faults of this type are usually found in the jumpers between the holes for seats and injectors. Cracks appear in the channels located behind the valves.
A video about damage to the block head was published by the YouTube channel.
Symptoms and signs of cracks
Cracks can appear in different places, hence different consequences. Basically, there is an opinion that when the head is broken, white smoke comes out of the exhaust pipe, but this is only one special case. A crack in the head can occur between different channels, and accordingly, the signs of a crack in the cylinder head will be different.
Next, we will consider some cases of cracks between the cooling system and other engine systems.
- Oil system - when oil and antifreeze are mixed in the engine, instead of oil, an emulsion appears, a whitish foam, like biscuit dough, and an oil film forms in the expansion tank of the cooling system.
- Intake channel - if coolant starts to get into it, then first of all it will wash the pistons to a shine, you can look through the spark plug hole - the pistons will be like new. And when it gets into the combustion chamber, this is exactly the case when white smoke may come out of the exhaust pipe, although it is not a fact that it will come.
- With an exhaust channel - here the coolant will simply fly out into the pipe in the form of steam. The engine is constantly releasing steam and it is unlikely that you will notice anything in this case; the liquid will simply leave the tank. Most likely, there will not even be a smell of exhaust gases in the tank.
- With a combustion chamber , some of the liquid will go through the crack into the combustion chamber, but a very small amount, all due to the pressure difference.
Causes of cracks in the cylinder block
It is not easy to destroy the strong metal of a block, but its structure has a limited resistance threshold. Over time, the situation is aggravated by the aging process:
- under conditions of alternating shock loads, explosions of the working mixture in the cylinders occur with high frequency;
- constant temperature changes, from sub-zero in winter to more than a hundred degrees after the engine warms up;
- thermal deformations of massive parts fastened with bolts tightened to a high torque;
- errors during repeated repairs and machining;
- rough mechanical shocks, for example, the classic case of piston breakage and destruction when the connecting rod comes out through the wall of the cylinder block (the so-called “friend’s hand”).
Cracks may also be present due to a manufacturing defect in the casting of the block, but they may not manifest themselves for some time, without being through.
Typical crack locations
Automakers allow cracks to form in the head, and this will not be considered a malfunction, since the crack will be shallow and it will not connect two containers. In VW diesel engines, a head with a crack between the valves is allowed to be used.
But finding all the cracks is a problematic task even for an experienced mechanic. It would seem that cracks should form in the same places on the same engines. But this does not make the search any easier. There are places that can be detected with one glance at the head:
- - between the valves - the crack is immediately visible, passes under the seats of two adjacent valves.
- - between the spark plug and the valve - the same situation, again, everything is in sight and you don’t need to look anywhere
- — in a diesel engine, a crack can go from the valve towards the prechamber , such a crack is easy to notice, but how can you see it if it forms under the prechamber and does not come out?
- — under the valve guide is another sweet spot where the crack is not visible, firstly, it’s already dark in the channel, and secondly, the crack is covered by the guide bushing.
This requires a different approach, not just a visual one. And what is the use of detecting a crack between the valves if gases do not escape through it? Let’s not rely on chance, especially since the diagnostic method was invented a long time ago and has proven itself to be the best.
Checking the cylinder head for cracks
Magnetic powder diagnostics
This method is considered one of the most efficient and accurate. The principle of testing is as follows: the head is installed on a special magnetic stand, after which the head is sprinkled with metal shavings. In places of cracks, the chips will not be able to magnetize, which will indicate the presence of a crack in a particular area.
Checking the cylinder head using a special fluid
This method requires a special liquid. The head is completely cleaned of dirt and then degreased. The coloring liquid is applied to a clean surface and after a few minutes is removed with a rag. Any, even the slightest cracks and defects will be painted in the color of the liquid, and you will be able to see them without any problems.
Checking the head under pressure in water
The principle is to connect the head to the compressor, having previously sealed all the holes in it. Next, the cylinder head is immersed in a bath of water. If there are cracks in the head, they will somehow appear in the form of air bubbles. This way you can see where the crack is, after which you can carry out a more detailed study of the damage.
There are variations of this method, for example, some do not immerse the “head” in the bath, but simply pour water into it, and then supply air under pressure.
Checking the cylinder head
To check the cylinder head for cracks, it must be pressurized, that is, all holes must be hermetically sealed, and air must be blown into the channels. If you put the head in water, bubbles will come out of the crack. Or vice versa - plug all the holes and pour water into the channel, then pump air into it with a pump, creating a pressure of 0.6-0.7 MPa, and let the head stand for 1=2 hours.
If the water goes away, it means the head is broken.
There are also dyes that are used to tint water. They are very clearly visible on the crack. And the holes in the cooling jacket are closed very easily: a rubber gasket, which is slightly larger than the hole, is placed on the nick, a metal plate is placed on top, which is screwed to the head.
And no water will pass like that.
And a pump is connected to the fitting that will protrude from the head and air is pumped in. This type of crimping allows you to identify all cracks.
Water test
This method is similar to the previous one. The whole difference between them is that you don’t need to lower the head with water, but quite the opposite - you need to pour it into the head:
- Check all the holes for leaks.
- Then pour the channel into the water.
- Next, using a pump, pump air into the channel.
- Leave the part to be treated for several hours. If you notice that the water has gone, it means there is a problem with the head and it needs to be changed or, at best, repaired (which will be cheaper, but... will not guarantee the longevity of this component).
We repair damage ourselves
The only way to properly seal a crack is by welding.
No adhesive composition can properly seal a crack in the heads.
When heated to operating temperatures, the head will expand and the crack will become larger, that is, a composition is needed to seal the crack, which would have the same linear temperature expansion as the head material, and also be resistant to other loads. All this can only be achieved by welding.
Part preparation
Before welding, the crack must be cut; to do this, the metal is drilled out along the entire length of the crack using a milling machine. The groove should be quite deep, 6-8 mm in depth and approximately the same in width; it is advisable to make it wedge-shaped in shape. This will help to better weld the metal.
To cut a crack between the saddles, you first need to remove the saddles, and only then cut the crack. After cutting the cracks, the head must be heated to a temperature of 200-250°C, but not higher, so that the head does not lead.
Heating allows you to reduce the stress in the metal that occurs during welding. For heating, it is best to use an acetylene torch or oven, but you cannot use a blowtorch, because it can easily overheat the cylinder head.
Welding work
Gas welding using filler material can be used to weld the cylinder head, but argon arc welding (TIG) gives better results. A ground is connected to the head, and the arc burns in an argon environment between the tungsten electrode and the head, where the aluminum filler wire is inserted.
After welding, the seam must be cleaned, pressed again, and if all is well, then the surface adjacent to the block must be milled so that it is perfectly flat.
https://kakavto.com/?p=1496
How to repair a crack
The technology for sealing cracked metal is not always used. As a rule, parts are replaced because it is almost impossible to stop the destruction process. But in special cases of rare or very expensive motors, parts have to be repaired.
Arc welding
A good welder with the appropriate equipment is quite capable of welding the block material until it is completely sealed. Both cast iron and light alloy are cooked, although equally poorly. But modern inert gas welding machines can ensure long-term sealing of the seam.
It is important to choose the right filler material and work on a block heated to a high temperature. Warming up and cooling is carried out gradually, avoiding temperature deformations. Everything is determined by the skill and experience of the performer of the work.
Welding the patch
In case of significant defects, filler material for sealing cracks is indispensable. In such cases, you can use a metal patch, which is attached to the block with screws and then welded until completely sealed.
All this is possible with external cracks, for example, if the block is pierced by a broken connecting rod. Naturally, the inner surface of the cylinders is not repaired this way.
Using Epoxy Paste
The most primitive and unreliable way to repair cylinder blocks is to use various compounds, usually epoxy, commonly referred to as “cold welding”.
Such volumetric adhesive joints have significant strength and adhesion to the block material, but naturally they cannot replace metal, and they call it welding solely for advertising purposes. However, you can temporarily seal the leak in this way, buying time to get to the place of the actual repair.
A reinforcing filler in the form of metal powder or shavings is usually added to the epoxy compound. This significantly increases the strength of the patch. It should be understood that this is not an adhesive connection, but only filling defects. The epoxy composition will not be able to last on the metal for any long time.
The resin is applied using reinforcing threaded fasteners in several layers. You should not pour a large amount at once due to the risk of overheating due to the resulting chemical reaction and boiling of the composition.
Source
Microcracks
A microcrack in the cylinder is probably the biggest headache for both the car owner and the mechanic he contacts. The whole point is that it cannot be seen visually, but the symptoms are that the gasket under the head is starting to burn out.
I have come across such engines several times. But there can also be a microcrack in the head. The sign of a microcrack in the cylinder and head is the same as the beginning of burnout of the gasket under the head.
- A guy drove up in a VAZ-2106 and said the car was boiling all the time, he waited a little until the engine stopped boiling, opened the radiator cap and added coolant to the radiator, started the engine at idle.
- I started looking into the radiator, I saw how bubbles were coming out of the radiator (but if you added liquid to the radiator, then usually several bubbles pop up at once, but they quickly stop), in front-wheel drive cars the reservoir into which coolant is poured begins to swell and bubbles also appear.
- If the gasket under the head is badly burned, then the liquid goes into the cylinder, through the piston the liquid seeps into the engine block and enters the oil, a sign that the oil becomes the color of a white emulsion and increases in volume.
I immediately determined that the gasket was starting to burn out, I removed the head and the gasket was new (very fresh) and there was no hint of burnout, I asked if they had already changed the gasket, he said two days ago he bought the head second hand, they replaced it and it has been boiling ever since.
I asked if it was boiling on the old head before, he said, no, it was boiling, but it was leaking due to a burnt-out valve, I decided to buy this head, especially since they offered it inexpensively so that I wouldn’t have to worry about it.
I say, you have two options, buy another head, or bring the old one, I’ll fix it, he decided to repair the old one (the head was really badly damaged, I had to change all the valves and valve guides).
- I installed the repaired head and the boiling stopped.
- But what’s funny is that after a while another guy drove up to me in a VAZ-2107 and also complained that the engine was boiling, opened the hood and recognized the head that was causing the six to boil (there was a spot of red paint on it, that’s why I remembered it).
- I asked him, he changed the head a long time ago, he said, the other day. I told him the story of this head. Visually, I never found a microcrack in this head, and I still couldn’t figure out where it was.
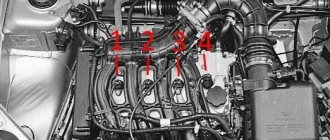
- Most often, a microcrack in the head occurs as shown in the photo, and most often in my practice it occurs in the second or third cylinder. The photo shows in red the location of the microcrack. It’s easier to find a microcrack this way: clean off the carbon deposits with a knife in the place where the crack is shown, and it will appear.
And once I came across a head with two microcracks at once, it is in the photo and the cracks are shown by arrows, I found them right away, I just had to remove the carbon deposits with a knife.
The sign of these microcracks in this Niva was this: the second and third cylinders were tripped, at low speeds, the antifreeze escaped and flew out through the muffler, bubbles also entered the radiator, but the antifreeze did not go into the oil.
Maybe because this engine has a very good piston group, but if the piston group were bad, then antifreeze would penetrate into the block. It remains a mystery why the antifreeze did not penetrate into the oil through the pistons; I think very little of it entered the cylinders, mainly the pressure forced the air into the head and completely sucked drops into the cylinders.
What are the types of cylinder liner defects?
Types of defects
In this article we will talk about existing defects in cylinder liners. What are cylinder liner defects
? It will be useful for you to know information about what makes you repair your engine. So let's get started!
There are 5 main defects in cylinder liners:
— wear of the outer surface;
— fracture of the cylinder liner collar;
— defect of the inner surface;
Next, we will briefly talk about various defects in cylinder liners
, the reasons for their origin, and also talk about options for preventing (prophylaxis) and removing each of them.
External surface wear
The first of the most common defects is wear on the outer surface of the liner, which entails a lot of trouble in engine operation.
Due to the fact that almost the entire part of the outer wall of the cylinder block liner is in contact with the cooling solution, receipt wear appears, which is the main sign of a defect in the outer surface of the liners. This occurs due to vibration of the liner, which occurs during intensive engine operation. This strong vibration creates bubbles that explode near the outer wall of the case. This process is called cavitation, which, as we said, is the main defect in the outer surface of liners. It is also a significant cause of corrosion, together with which it damages and destroys the surface of the cylinder liner. Wear of the cylinder liners leads to the leakage of coolant into the crankcase. Further interaction of the cooling solution with the oil that lubricates the piston leads to the creation of an oil emulsion, which negatively affects the operation of the entire engine as a whole.
To prevent the above process, which is caused by defects in the cylinder liners
, use only high-quality special coolants (antifreeze).
If you already have wear on the outer surface of the liner, then you need to eliminate it by applying polymer inserts to the damaged areas.
Broken collar
— between the cylinder block liner and the shoulder there are foreign particles (remnants of gasket materials, dirt, shavings, etc.);
— the surface of the collar does not have an end edge (chamfer);
— there is a distortion in the support of the collar;
— the head gasket does not fit in size;
— the fire-resistant edge on the cylinder head has not been fine-tuned or cleaned;
— violations of the processing process during the repair of liners.
If these defects in the cylinder block liners are not detected in a timely manner, then when the engine is started, foreign particles entering the friction zone create wear. This wear also occurs on the piston rings. In this case, the greatest wear occurs on the first compression ring, since it is this ring that is exposed to solid particles in the first place. The end surfaces of the ring quickly acquire significant deviations from the initial dimensions. In this regard, a gap is formed, which increases over time and causes intensive breaking of the annular groove.
— ensure that the area of the collar in the engine block is processed cleanly;
— check that the sleeve installation location is in the required flatness and orthogonality;
— after processing the collar, create a bevel of the end edge (chamfer);
- use gaskets that are suitable in size for your engine type.
Eliminate defects in cylinder liners:
This problem can be eliminated by plastic deformation, melting or welding of a steel strip with further processing.
Wear of seat belts
When the engine is running, strong vibration occurs, which leads to wear of the seat belts. Due to cavitation, which destroys or removes scale, ovality appears in the spaces between the seating belts. This leads to disruption of the normal operation of the cylinder liner and causes increased wear, thereby reducing engine life.
There are 2 methods that help prevent wear of the seat belts. The first method is to grind a special connector into which an anti-cavitation ring of orthogonal cross-section is cut. It is located between the cylinder liner and the opening of the cylinder block. Through it, the lower part of the liner spirals onto the edge of the cylinder block hole. Together with the cylinder liner, the ring is installed in the block with tension, which greatly reduces the amplitude of movement of the liner and, consequently, cavitation erosion of it and the block.
The second method is to reduce liner vibration by maintaining the set engine temperature. This helps avoid cavitation damage.
If we talk about carburetor engines, cavitation destruction of liners is very rare. Such engines operate with low compression ratios, so the pressure on the piston during combustion of the working impurity is significantly lower than in a diesel engine. Since the distance between the liner and the piston in a carburetor engine is less than that of a diesel engine, when the piston passes the highest point, significant vibration of the liner and strong impact do not occur.
Eliminate defects in cylinder liners:
Repairs are made by electric contact welding of the tape with further grinding to the size of the working drawing.
Cylinder mirror deformation
When the engine is running, dust may enter it. This happens when air enters the cylinder through the intake manifold due to poor fasteners. Air can also get in with oil and gasoline if they are stored improperly. Abrasive wear of the cylinder bore (the inner working surface of the liner) is susceptible to mechanical friction, as a result of which dust can enter the engine. More often this process is observed at the top of the liner, this is due to high pressure in the upper part of the liner.
To prevent internal wear of liners, it is necessary to at least occasionally check carbon deposits on the bottom and walls of the cylinder block liner, as well as from under the grooves under the compression rings. Make sure that the piston is not chipped and that its head is not dented by solid particles. If you find such dents, it means that some part in the engine has collapsed. Its fragments must be removed and the faulty part replaced with a new one.
Eliminate defects in cylinder liners:
Eliminate wear on the inner surface using the chrome plating method. Chrome plating of the cylinder liner increases its service life and anti-friction stability.
Microcrack in the cylinder
The signs are such that even a microcrack in the head will not be repeated, but I will immediately be taken aback by the method of repairing such a cylinder. It’s good if you can visually find such a crack, it could be a chip in the cylinder, but more often it is not visible, but it appears when the engine is running and heats up to operating temperature.
I encountered a microcrack when the engine was running for a long time, and suddenly a microcrack appeared, but it was unknown where it was.
I came across several cars with a VAZ 2106 block bored for 82mm pistons. and basically worked fine. But I do not recommend doing this, since the cylinder liner becomes very thin, and there is a high possibility of such a crack forming.
I always warn the owner of the car after I remove the head and do not find a burnout in the gasket or a crack in the head or block, that there can be two reasons, and I give him a choice of what to start with first, replacing the head or we will line the block.
The main thing is that the boring person who bores the cylinders and lines the block is a professional in his field. A good boring machine can perfectly fill even an obvious crack in the cylinder. Therefore, immediately warn the borer that there is a microcrack in some cylinder (I don’t know the details of how the cylinders are lined), but several such engine blocks have been running for several years after the liner and everything is fine.
Usually the owner of the car chooses to start with the block sleeve, and if that doesn’t help, then of course you will have to change the head.
I know one ninety-ninth who drives with such a microcrack; the driver simply screws the cap slightly onto the expansion tank so that it does not swell, and it does not boil.
Block crack from outside
In addition to internal microcracks, there are also external splits that lead to antifreeze (less often oil) getting out of the engine block. Most often the reason is a manufacturing defect in the cylinder block. There are cases in which the engine block cracked after the tightening torque of the gearbox bolts was exceeded or it was improperly mated to the BC.
The problem of manufacturing defects is well known to owners of Suzuki cars with a 2.4 liter gasoline engine produced between 2008 and 2010. Already on short runs, antifreeze leaked out of the engine through a crack in the cylinder block. And although the recall company’s practice was not applied, if a malfunction occurred during the warranty period, the owners had the BC replaced free of charge.
What is the cause of the damage?
It happens like this: the engine is started, it works fine, but after some time coolant begins to flow from under the expansion tank cap. You might think that the reason is a microcrack in the gasket, head, or cylinder of the engine, but there are no bubbles in the expansion tank during warm-up.
Usually the expansion tank plug is to blame for this, the valve in it does not hold pressure, as soon as it is replaced with a new one, everything stops. Interestingly, I have seen cars that drove even without plugs in the expansion tank, but did not boil, while others begin to boil and form air pockets from -for a bad valve in the expansion tank cap. This is a mystery to me/
https://www.make-1.ru/1g/5_avto_2.php
Symptoms
Metal cracking occurs in the form of mixing different working fluids and gases:
- entry of exhaust gas, expanding under high pressure, into the lubrication and cooling systems;
- appearance of motor oil in antifreeze;
- foaming and emulsion formation in the crankcase due to coolant penetrating there.
As a rule, the main external symptom is the same - the engine begins to overheat in the most harmless situations, even just at idle speed without load.
Repair methods
Gas or electric welding.
In the case of a cast iron block, for example, like that of a VAZ, a hole is drilled at the ends of the crack, then the crack is deepened and widened for better adhesion of the weld to the wall.
The cylinder head itself is heated properly before welding (~600-650°C). Afterwards, using flux, a neat, even seam is applied to the cast-iron-copper filler rod and a neutral gas welding flame. The seam itself should protrude above the surface, but no more than 1.0-1.5 mm. Upon completion of all welding work, the block is subjected to slow cooling in a heating cabinet.
Also, sometimes welding is performed without preheating the block, but in this case electric welding with direct current of reverse polarity is used. If the crack requires it, a mild steel patch can be applied using electric welding and copper electrodes wrapped in tin. Afterwards, the welding seams are processed and coated with epoxy paste.
Epoxy paste.
The surface next to the crack, as well as the crack itself, is thoroughly cleaned, almost to a shine. Next, as in the previous case, a hole Ø 3-5 mm is drilled. A thread is cut into the holes, after which copper or aluminum plugs are screwed into it flush. The entire crack is processed at an angle of 60-90° to a depth of up to ¾ of the wall thickness.
The surface around the crack itself is covered with notches to give it roughness. Before applying epoxy paste, the surface must be cleaned with a degreaser, acetone or, in extreme cases, gasoline. The resin itself is applied with a spatula in 1-3 layers. The thickness of each layer is at least 2 mm, and the total thickness is approximately 3-4 mm, complete hardening occurs within 24 hours.
In case of heating or intensive drying, hardening will occur in just 3-4 hours. Once drying is complete, the surface can be sanded with a file or grinder.
Epoxy paste + fiberglass.
All preparatory work is the same as the previous method. The principle of application is almost the same, the only thing is that in this case, a patch of fiberglass is applied to each layer of paste, after which the layer is rolled with a roller.
Important: from the edge of the patch to the edge of the crack there should be at least 15-20 mm. Each new layer must overlap the previous one.
All layers can be from 2 to 8. The finishing layer is covered with paste and, after drying, processed with a file or grinder.
Installation of pins.
- Holes Ø 4-5 mm are drilled along the edges of the crack. Afterwards, using the same drill, you need to drill holes along the entire length, the distance between the holes is 7-8 mm.
- The holes are threaded, then copper rods are screwed into the holes to the thickness of the wall. After this, the rods are cut with a hacksaw, but not completely; it is necessary to leave the tips approximately 1.5-2 mm above the surface.
- Then, additional holes are drilled between the installed pins so that they can overlap the previous ones.
- When all the rods form a continuous strip, the tips are flattened with a hammer, thereby hammering the surface of the pins and forming a continuous copper seam.
- For reliability, the surface is coated with epoxy paste or resin. After completion of the repair work, the block or head must be pressure tested.
All of the above work must be performed by specialists, or people who understand the complexity of the process and know how to handle certain materials.
https://www.autoposobie.ru/kak-zadelat-treshhinu-v-gbts-prichinyi-poyavleniya-diagnostika-i-sposobyi-ustraneniya/
Repairing cracks in the block and engine head
Cracks in the engine head and block appear due to mechanical damage, and sometimes due to freezing of water (coolant).
Method No. 1 - electric welding or gas.
If the engine block of your car is cast iron, like that of a VAZ, you need to drill the ends of the crack with a 5 mm drill and cut it with a grinding wheel along the entire length, at an angle of 90 degrees to a depth of 4/5 of the thickness of the block wall. Before starting welding, the block must be heated to a temperature of 600...650°C. Using a neutral gas welding flame, using flux and a Ø 5 mm cast iron-copper filler rod, apply a continuous, even layer. Please note that the seam protrudes above the metal surface by no more than 1.0...1.5 mm. Upon completion of welding work, the block should be slowly cooled in a simmer pit or in a heating cabinet.
4 cartridges burst, I am being repaired. Is it really due to overheating?
Hello, my name is Gennady. Driver.
I want to find out the reason for the failure of the KamAZ 53212 engine.
Situation: after leaving the parking lot, I drove 4-5 km, during the last 2 minutes of driving the temperature was cool. liquid increased sharply from approx. 75 to 100.
Immediately stopped and turned off.
I had a smoke break, dug out the remains of antifreeze, raised the cabin, and added approx. 3 l.
It's not visible in the tank.
I went to the nearest market, found a place to get water, filled it up, returned to the car, decided to wait a little longer, had a smoke break, added 4 liters - it turned out to be half a tank (hence it was originally 18 liters).
I tried to start it, but the starter did not turn the engine, and antifreeze leaked from the exhaust.
We made it to the service station, opened it up, 4 cartridges burst, they are putting repairs on me. Was it really my actions that led to this?
Let's sum it up
Taking into account the above, the cylinder block liner is a part of the CPG, which is largely exposed to high temperatures, vibrations and detonation loads. Therefore, the risk of various types of defects, which can lead to expensive engine repairs, is significantly increased.
In such a situation, it is optimal to use the help of qualified specialists and carry out troubleshooting, since non-professional repair or replacement of cylinder block liners without using technology can significantly affect the service life and stability of the internal combustion engine.
Why is a liner installed in the cylinder block? Advantages and disadvantages of sleeved motors, aluminum alloy blocks, features, repairs.
Repairing a cast iron or aluminum engine cylinder block using a liner. Types of sleeves and how the sleeves are inserted into the block. Tips and tricks.
Why and when does the cylinder head need to be ground? How to check the mating plane of the block head with your own hands. Milling and grinding of cylinder head.
What is engine troubleshooting and in what cases is it necessary to troubleshoot the motor. Features of power unit troubleshooting, recommendations.
What does it mean to overhaul a car engine, what work is performed. What determines the engine life before overhaul and how to increase it. Useful tips.
How to determine when an engine needs a major overhaul: engine life, the main signs of an imminent overhaul. How to repair an internal combustion engine, tips
Source
How to detect a crack?
There are several ways to check the cylinder block or cylinder head for a crack.
- Visual inspection. The method is mainly suitable for searching for external cracks and significant leaks in the liner. Ineffective when searching for microcracks and hidden defects.
- Hydraulic crimping method. Most often used for troubleshooting cylinder heads and cylinder blocks, as it is ideal for parts of complex shape with internal cavities and channels. During testing, all external openings of the block head/BC are hermetically sealed. Through a special adapter, compressed air is supplied to one of the water-filled zones at a pressure of 0.6-0.8 MPa. Often, signs of a microcrack begin to appear only when the engine is warm. To increase accuracy, hydraulic tests are carried out in a bath with water heated to 90-95ºС. In the event of a crack, fluid from one channel will penetrate into the adjacent zone. When crimping liners, the piston should be set at bottom dead center (BDC). Through a special mandrel, compressed air is supplied directly to the cylinders. In this case, adjacent channels are filled with water and in case of hidden damage, compressed air will bubble out through the water-filled channels.
- Color flaw detection method. A colored penetrating pigment is applied to the element under study. The part is washed and then treated with a contrast developing solution. The outline of the crack is revealed by the color of the pigment against the general background of the solution. Color flaw detection allows you to detect microcracks up to 0.001 mm wide and is suitable for searching for defects in parts made of any material.
- Magnetic flaw detection (available for cast iron and steel parts). The part is magnetized and then sprinkled with ferromagnetic powder or suspension. In the microcrack zone, the magnetic field is non-uniform, which is why the contour of the defect appears as an accumulation of ferromagnetic material.
A crack in the block or complete disappointment - logbook Lada 2108 1.5i Grean 2001 on DRIVE2
Previously, I already wrote about the fact that I capitalized the head, and in this blog I will tell you how the story about its installation ended in more detail.
In general, we installed the cylinder head, changed all the pipes, sealed everything, installed new gaskets everywhere. Let's start it up.
Does not start.
We check all sensors. All is good. We unscrew the spark plugs, they are dry)) The thought immediately appeared that the fuel lines were mixed up. We swapped the lines. Let's start it up.
He barely grasps it.
We check whether we have set the marks correctly... Everything is fine! But it won’t start! What is the reason?
We measured the compression. All cylinders have 11 atmospheres with the throttle closed. Everything seems ok! Let's start it up.
Does not start.
We look into the expander. And soooo gases come out and it smells like gasoline.
Only one thought comes to mind. Since the head was pressed and pulled through with a torque wrench, there is probably a crack in the cylinder block...
If anyone has other suggestions, write in the comments, I’ll be looking forward to your options!)) And so I’m probably waiting for an engine replacement...
Mileage: 67000 km
Signs and consequences
The consequences and symptoms of a crack in the head or block greatly depend on the area where it occurs. If we talk about the most common cases, cracks between the oil channel and the cooling system jacket lead to mixing of liquids. A brown coating forms in the expansion tank, and the oil on the dipstick has a milky tint. In both cases, we are talking about an emulsion that appears when engine oil and coolant are mixed.
Oil diluted with antifreeze loses its lubricating properties, which increases the coefficient of friction between moving parts and increases the risk of scuffing. It is strictly prohibited to operate the vehicle while doing this.
A crack in the upper part of the liner leads to abundant exhaust gases entering the engine cooling system. An oily film may appear on the surface of the coolant in the expansion tank. The air pockets that appear in this case disrupt the coolant circulation, as a result, the engine overheats. While the car is idle, antifreeze will accumulate in the defective cylinder, making it difficult for the engine to start, and in the first minutes of operation, thick white smoke will come out of the exhaust pipe.
If there is a significant leak, the coolant may not have time to flow through the piston rings into the sump and accumulate in large quantities in the cylinder. The consequence of long attempts to start an engine with such a malfunction can be a bent connecting rod.
If there is a crack in the cylinder block along the bottom of the liner, when the piston lowers, the pressure in the cylinder decreases, which is why exhaust gases practically do not break into the engine’s water jacket. In this case, while the car is parked, coolant enters the pan through a leak in the liner and forms an emulsion on the oil dipstick. In both cases described above, increased antifreeze consumption is observed.
Repairing cracks using welding
It should be noted that splits must be eliminated in strict accordance with all recommendations. Residual mechanical stresses in the weld area can lead to damage to its integrity and the need for repeated repairs.
A cast iron block is repaired by drilling out the ends of the crack and then grinding the entire length of the split at a 90-degree angle. Drilling is necessary to prevent further spread. As for welding, at the initial stage the cylinder block is heated to 650 degrees Celsius. After this, a continuous seam is applied using a cast iron-copper rod and flux. The final stage is the gradual cooling of the part, which requires a special heating cabinet.
In order not to warm up the block, you can use electric welding and copper electrodes in a tin wrapper. Upon completion, the surface of the resulting seam is degreased with acetone and an additional layer of epoxy paste is applied with a special spatula. Epoxy hardens within 24 hours at room temperature and about 2 hours when heated to 100 degrees Celsius. The final stage will be sanding the treated seam.
A microcrack in the engine block is no longer a problem
The engine is the iron heart of every vehicle. If any of its components fails, there is a high probability of complete failure of the entire unit.
Especially when we are talking about such severe damage, such as deformation of the cylinder head or block. If you do not eliminate them in a timely manner, you will have to do a major overhaul of the engine.
Note that cracks in these components are among the most complex faults. They usually occur after a traffic accident with a high level of wear of parts or manufacturing defects.
Where do cracks most often occur?
Finding a crack in the cylinder head is perhaps the most difficult thing, since it can appear at different points in the head. Even an experienced craftsman is not always able to complete this task quickly, despite the fact that cracks usually appear in certain places.
- Between the valves. This type of damage is not difficult to detect; the crack is visible between the seats of adjacent valves.
- Between valve and spark plug. In this case, you can also easily find the location of the damage.
- Under the valve guide. It is quite problematic to detect a crack in such a place; it is covered by a guide bushing, and besides, it is dark in the channel. The visual detection method will not work in this case.
Welding the patch
To perform this operation, you need to select a piece of metal that matches the size of the crack. Next you need to weld the selected material. The next stage is grinding and coating the treated area with a special paste.
Well, now you know what a cracked cylinder head is, as well as how to deal with this problem. In any case, it is better to prevent a breakdown than to fight it.
Source
Let's sum it up
Taking into account the above, the cylinder block liner is a part of the CPG, which is largely exposed to high temperatures, vibrations and detonation loads. Therefore, the risk of various types of defects, which can lead to expensive engine repairs, is significantly increased.
In such a situation, it is optimal to use the help of qualified specialists and carry out troubleshooting, since non-professional repair or replacement of cylinder block liners without using technology can significantly affect the service life and stability of the internal combustion engine.
Why is a liner installed in the cylinder block? Advantages and disadvantages of sleeved motors, aluminum alloy blocks, features, repairs.
Repairing a cast iron or aluminum engine cylinder block using a liner. Types of sleeves and how the sleeves are inserted into the block. Tips and tricks.
Why and when does the cylinder head need to be ground? How to check the mating plane of the block head with your own hands. Milling and grinding of cylinder head.
What is engine troubleshooting and in what cases is it necessary to troubleshoot the motor. Features of power unit troubleshooting, recommendations.
What does it mean to overhaul a car engine, what work is performed. What determines the engine life before overhaul and how to increase it. Useful tips.
How to determine when an engine needs a major overhaul: engine life, the main signs of an imminent overhaul. How to repair an internal combustion engine, tips
Broken cylinder liner. Causes of failure and elimination
The cylinder liner belongs to the piston system. The peculiarity of the sleeves is that they operate in a critically aggressive environment, including: high temperature, sudden temperature changes from 500 to 2500 degrees, vibration loading and detonation. As a result of the above points, the liner wears out to the point of deformation and crack formation. To avoid more serious problems with other engine systems, cylinder damage must be diagnosed early.
About defects in engine liners
There are 4 possible sleeve defects in total:
- natural wear of the outer part of the liner (due to the use of low-quality coolant, if the liner is of a wet type)
- cracks
- liner flange fracture
- wear of the internal part (mirror) due to direct contact with the piston.